计算机监督下的现代工业自动化控制系统全解析
在现代化的工业自动化控制系统中,过程变量(PV)的测量与设定值(SP)的比较是基础环节。控制器据此生成操控变量(MV)或称为输出信号的控制指令,并通过网络将指令发送至最终的控制元件。这一元件根据指令对过程变量进行调节,进而实现系统的稳定控制。值得一提的是,控制器在生成这些输出信号时,通常会采用PID(比例-积分-微分)算法,但同时也可能运用其他算法以满足特定的控制需求。
这种基础的控制策略可以通过多种方式加以改进和扩展,例如互联多个控制器或以更复杂的方式进行信号配置,从而适应更广泛的应用场景。接下来,我们将深入探讨几种常见的控制系统配置。
其中之一是监督控制。在这种配置中,主CPU负责提供设定值,而一个或多个“调节”控制器则负责执行连续的实时反馈和输出回路,以实现对最终控制元件的精准控制。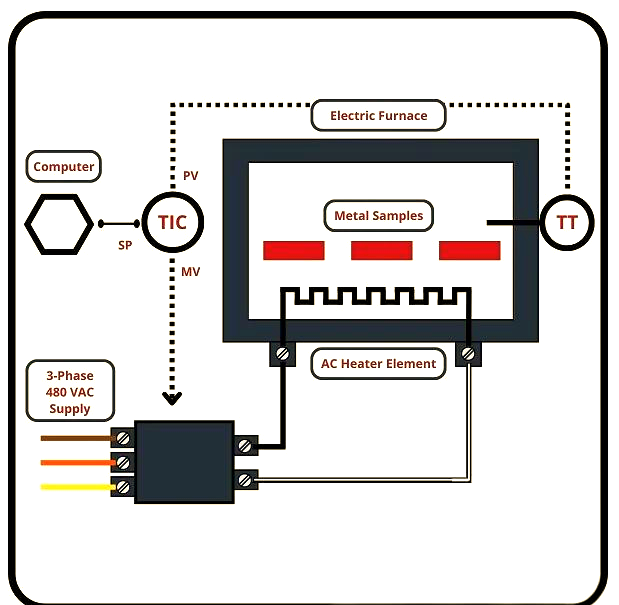
在手动控制过程中,操作员会直接操作最终控制元件(如阀门),从而影响过程变量的变化。为了减轻操作员的负担,简单的自动(或“调节”)控制被引入,使得操作员只需偶尔调整设定值,而无需持续手动调整最终控制元件。控制器会根据设定的值来操控最终控制元件,确保过程变量稳定在操作员所期望的设定值上。
接下来,我们探讨了一种更高级的自动控制策略——自动定时循环。这种策略是在简单的自动控制基础上,进一步自动调整过程控制器的设定值。一个常见的实现方式是根据预定的时间表来自动循环设定值。例如,在金属样本回火的热处理炉中,温控器就会采用这种策略,根据预定的时间表来自动调整温度设定值。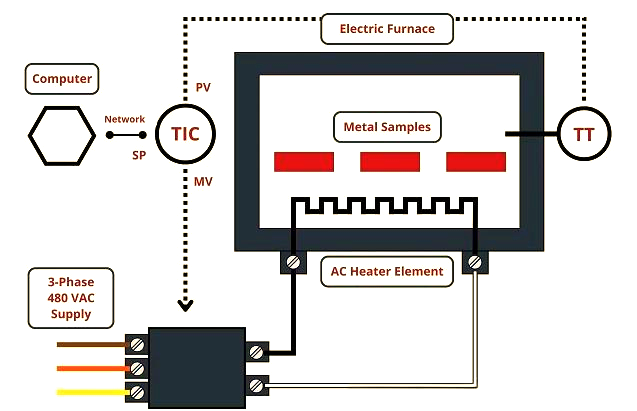
在这里,计算机通过数字网络接口(例如以太网)与温控器(TIC)进行通信,从而实现对炉子温度的“远程监督”。温控器接收到的设定值信号并非来自人工操作员在控制器面板上的本地设置,而是来源于计算机的远程传送。
金属热处理过程中,由于不同的金属类型和处理需求各异,因此需要特定的温度范围和变化速率。通过这种控制系统,人工操作员无需在热处理周期中反复手动调整设定值,从而简化了操作流程。相反,计算机能够根据金属类型和处理类型的需求,在适当的时间安排不同的设定值,甚至实现设定值在一定时间内的稳步变化。这种控制方案在热处理过程中被广泛采用,通常被称为“升温和保温”控制。
此外,监督设定值控制也是化学加工行业中的一种重要应用。通过强大的计算机根据过程的数学模型和优化约束提供设定值调整,可以优化生产效率。这意味着计算机将负责进行设定值调整,而非人工操作员调整PID控制器的设定值。这种两层的过程控制系统包括底层或“调节”控制层(PID控制器)和高层或“监督”控制层(配备数学过程模型的计算机)。通过网络电缆,监督计算机能够轻松地将频繁的设定值变化传递给多个过程环路控制器,同时收集这些控制器的过程变量信息以供优化算法使用。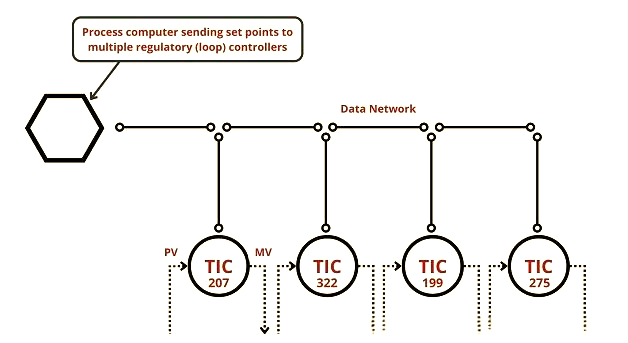
这些优化算法的复杂性主要受到监督计算机的计算能力以及程序员和工程师的创造力的制约。在能够从相同原料中生产出不同产品比例的行业中,现代过程优化的趋势是借助计算机算法来进行生产选择和优化,旨在最大化成本效率,同时优化市场销售,并减少挥发性产品的存储。
回顾上述内容,最终的控制元件,例如阀门和电磁阀,会根据设定的值(SP)进行手动或自动的调节。计算机则负责接收来自人工操作员或配方的设定值,并将其传递给本地的“调节”控制器。此外,计算机网络还能将设定值数据传输至多个调节控制器,并支持双向的过程数据传输。
本文内容摘自免费的工业自动化教材,由Tony R. Kuphaldt编写,并遵循Creative Commons Attribution 4.0 International Public License进行发布。该教材详细介绍了从开放回路继电器网络、基础PLC到PID过程控制和运动控制的高级反馈及现代系统互联的控制系统架构。对于寻求刷新或拓展控制工程知识的学生和专业人士来说,这本书是一份宝贵的资源。